CNC turning stands as one of the most fundamental and widely used machining processes in modern manufacturing. From simple shafts to complex multi-diameter components with intricate features, turning operations create the cylindrical parts that form the backbone of mechanical assemblies.
For manufacturers requiring precision cylindrical components, partnering with experienced CNC machining services ensures optimal quality and efficiency. Understanding turning operations helps engineers design better parts and select appropriate manufacturing partners.
What is CNC Turning?
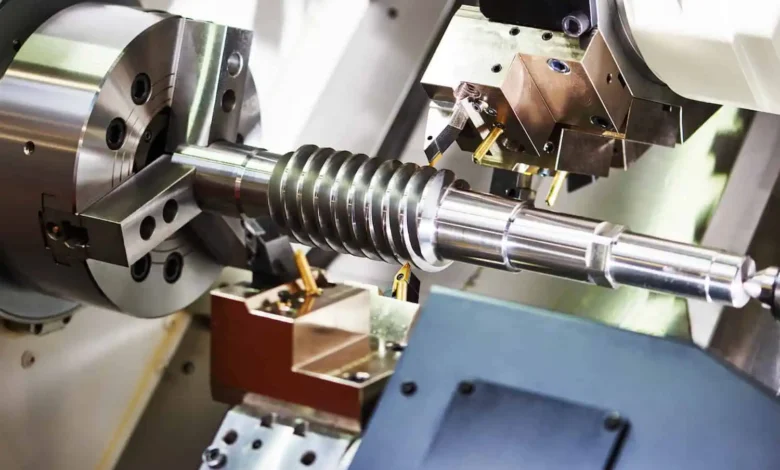
CNC turning is a machining process where the workpiece rotates while a stationary cutting tool removes material. Unlike milling where the tool rotates, turning spins the part at high RPM while the tool feeds into the material, creating cylindrical, conical, or contoured surfaces.
The process takes place on a CNC lathe or turning center. The workpiece mounts in a chuck or collet at one end, with optional tailstock support for long parts. As the spindle rotates the part, the cutting tool moves along the X-axis (radial direction) and Z-axis (longitudinal direction) to create the desired profile.
CNC Lathe Components and Operation
Understanding lathe components helps appreciate the process capabilities:
The Spindle The spindle holds and rotates the workpiece. Spindle speeds range from 50 RPM for large-diameter turning to 5,000+ RPM for small precision parts. Higher spindle power allows aggressive cuts in tough materials like stainless steel or titanium.
The Turret Modern CNC lathes feature turrets holding 8-12 tools or more. These tools index automatically during the program, allowing multiple operations without manual tool changes. Live tooling—powered tools mounted in the turret—enables milling, drilling, and tapping operations on turned parts.
The Tailstock For long, slender parts, the tailstock provides support at the far end, preventing deflection during cutting. This ensures straightness and prevents chatter on parts with high length-to-diameter ratios.
The Chuck or Collet Three-jaw chucks grip irregular shapes, while collets provide superior concentricity for round stock. Hydraulic chucks offer quick changeover and consistent clamping force across production runs.
Common CNC Turning Operations
Turning encompasses various specific operations:
Facing Facing cuts the end of the part perpendicular to the rotation axis, creating a flat surface. This operation establishes a reference surface and brings the part to length. Every turned part begins with a facing operation to create a clean starting surface.
Straight Turning This basic operation reduces the part diameter over a specified length. Multiple passes at different depths create the final diameter, with finish passes achieving the specified surface finish and dimensional accuracy.
Taper Turning By coordinating X and Z-axis movement, the tool creates conical surfaces. Tapers appear in shafts, tooling, and mechanical assemblies where self-centering or gradual diameter change is required.
Contour Turning Complex profiles with varying radii and diameters require contour turning. The CNC controller calculates the exact toolpath to maintain the programmed profile while the tool feeds along the part. Contour turning creates shapes impossible with manual lathes.
Grooving and Parting Narrow tools cut grooves for O-ring seals, snap rings, or design features. Parting operations separate the finished part from the remaining stock. These operations require rigid setups and proper tool selection to prevent deflection and chatter.
Threading CNC lathes cut precision threads by synchronizing spindle rotation with Z-axis feed. Single-point threading creates any thread form—metric, unified, ACME, or custom profiles. Thread milling with live tooling offers an alternative for large or interrupted threads.
Drilling and Boring Center drilling followed by drilling creates holes along the part’s centerline. Boring operations enlarge and true holes to tight tolerances. Boring achieves better concentricity and surface finish than drilling alone.
Advantages of CNC Turning
CNC turning offers distinct benefits for cylindrical part production:
Speed and Efficiency Turning removes material quickly. High spindle speeds and aggressive feeds enable rapid material removal rates, especially in aluminum and brass. Production cycle times often measure in seconds or minutes rather than hours.
Excellent Surface Finish Turning naturally produces superior surface finishes. With sharp tools and proper parameters, surface finishes of Ra 0.4-0.8μm (16-32 microinch) are routine. Finish turning passes achieve even better results without secondary grinding operations.
Tight Concentricity Since the part rotates in the same setup for all operations, turned features exhibit excellent concentricity. Multiple diameters on a shaft maintain concentricity to within 0.01mm or better—critical for rotating assemblies and bearing fits.
Cost-Effective for Round Parts For cylindrical components, turning typically costs less than milling. The process removes material efficiently, requires fewer tool changes, and achieves final dimensions without additional operations. Working with a skilled custom parts manufacturer ensures turning operations are optimized for your specific part requirements.
Design Considerations for Turned Parts
Smart design practices optimize turned parts for manufacturing:
Length-to-Diameter Ratios Parts with L/D ratios above 4:1 require tailstock support or special workholding. Long, slender shafts deflect under cutting forces, making tight tolerances challenging. When possible, design parts with L/D ratios below 3:1.
Undercuts and Relief Grooves Sharp internal corners are difficult to machine—the tool’s nose radius creates a small fillet. Design relief grooves to accommodate tool clearance. Undercuts should be minimized or eliminated when possible, as they require special narrow tools.
Thread Design Standard thread forms machine more economically than custom profiles. Provide adequate thread relief—a groove at the thread’s end allows the tool to exit cleanly. Avoid threading to shoulders without relief; this creates manufacturing challenges.
Material Selection Free-machining materials like 12L14 steel, 303 stainless steel, and 6061 aluminum turn efficiently with excellent surface finishes. Tough materials like 17-4 stainless or Inconel require slower speeds, carbide tooling, and more frequent tool changes.
Turn-Mill Operations
Modern turning centers often incorporate milling capabilities:
Live Tooling Powered tools in the turret perform milling, drilling, and tapping perpendicular to the part’s centerline. This allows features like cross holes, flats, and keyways on turned parts without secondary milling operations.
Y-Axis Capability Some turning centers add a Y-axis, moving the turret perpendicular to the spindle centerline. This enables off-center features and complex milling operations, transforming the lathe into a complete machining center.
Complete Machining Turn-mill machines produce complex parts complete in one setup. This eliminates intermediate handling, reduces lead time, and improves accuracy by maintaining all features in a single reference system.
Conclusion
CNC turning remains essential for producing cylindrical components across all industries. Its speed, precision, and cost-effectiveness make it the default choice for shafts, pins, bushings, and rotational parts. Understanding turning capabilities and limitations enables engineers to design parts that balance function with manufacturability.
Whether you need simple bushings or complex multi-diameter shafts with cross-drilling and threading, CNC turning delivers the precision and efficiency modern manufacturing demands.



